





FFX qəlibləmə texnologiyasının inkişafı və əsas xüsusiyyətləri
(1) FFX formalaşdırma maşını daha yüksək polad dərəcəli, daha nazik və qalın divarları olan qaynaqlı borular istehsal edə bilər. FFX-in deformasiyasından bərierw boru hazırlayan maşınformalaşdırma texnologiyası əsasən üfüqi rulonlara əsaslanır və post-kobud formalaşdırma mərhələsindəki şaquli rulonlarda deformasiyaya nəzarət etmək üçün daxili rulonlardan istifadə etmək lazım deyil, avadanlıq strukturu həm yumşaqlıq, həm də sərtlik xüsusiyyətlərinə malikdir və yüksək möhkəmliyə və yüksək sərtliyə nail olmaq asandır və sabitləşdirə bilir Yüksək keyfiyyətli qaynaqlı borular istehsal edin, D ~ 0/1t-dən yuxarı, D = 01 = P110-a qədər.


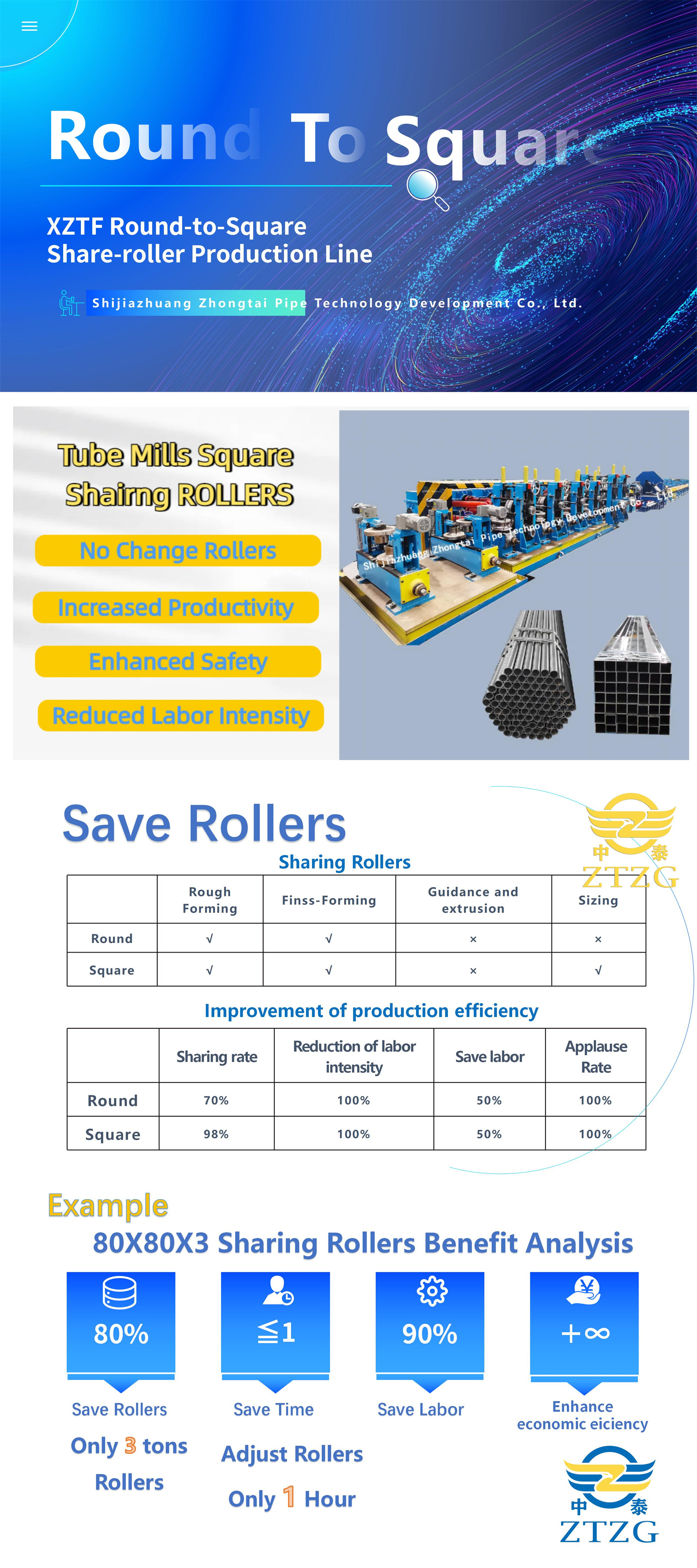
(2) a-da FFX formalaşdıran bölmənin üfüqi rulonları və şaquli rulonlarıboru hazırlayan maşıntam paylaşılır. FFX formalaşdırma texnologiyasında involute rulon forması və roll-to-roll əyilmə üsulu üzvi şəkildə birləşdirilir ki, üfüqi rulonlar və şaquli rulonlar tamamilə paylaşıla bilsin. Məsələn, üçüncü nəsil ZTF rulonlu boru formalaşdırma bölməsi aboru dəyirmanı, ZTZG tərəfindən hazırlanmışdır, yalnız kobud formalaşdırma üçün bir sıra rulonları bölüşmək lazımdır. Bu, rulonların qiymətini azaldır və rulonların istifadəsini və idarə edilməsini asanlaşdırır.
(3) Deformasiyanın paylanması məqbuldur və qəlibləmə prosesi sabitdir. Kobud formalaşma mərhələsində aboru dəyirmanı, böyük deformasiya üsulu əsasən üfüqi rulonları qəbul edir, belə ki, açıq borunun yan tərəfinin əyriliyi bitmiş qaynaqlı boruya yaxındır və incə formalaşmanın deformasiyası kiçikdir. Deformasiyanın bu ağlabatan paylanması formalaşdırmanı sabit edir və sıra rulonlarının formalaşmasının mənfi cəhətlərini aradan qaldırır. Qaynaqlanmış boru qüsurlarının gizli təhlükəsi köhnə borularda deformasiyanın əsassız paylanmasından qaynaqlanır.boru dəyirmanları.
(4) a-da istifadə olunan davamlı əyilmə formalaşdırma üsuluboru dəyirmanı, yüksək tezlikli qaynaq üçün ən yaxşı şərait yaratmaq üçün qəbul edilir. FFX formalaşdırma texnologiyası, a-da həyata keçirildiyi kimiboru hazırlayan maşın, davamlı əyilmə formalaşdırma metodunu qəbul edir və üfüqi rulonların və şaquli rulonların müvafiq formalaşdırma xüsusiyyətlərindən tam istifadə edir. Bu, zolaq bölməsində ölü deformasiya zonasının olmamasını təmin edir və daha da əhəmiyyətlisi, zolağın qalınlığı və möhkəmliyindəki dəyişikliklər nəticəsində yaranan deformasiyanı effektiv şəkildə aradan qaldırır. Elastik bərpanın minimuma endirilməsi içəridə qəlibləmə dəqiqliyini və sabitliyini artırırboru dəyirmanı. Kobud formalaşdırmadan sonraboru dəyirmanı, zolaq poladın kənarı tamamilə plastik deformasiyaya uğramışdır və açıq borunun kənarının əyriliyi bitmiş boruya çox yaxındır. İncə formalaşdırma zamanı deformasiya minimaldır, kobud formalaşdırmadan sonra açıq borunun formasının saxlanmasını təmin edir, bu da boru daxilində yüksək tezlikli qaynaq üçün optimal şərait yaradır.boru dəyirmanı.
(5) a tərəfindən istehsal olunan qaynaqlı borunun keyfiyyətini yaxşılaşdırırboru dəyirmanı. Ənənəvi rulon formalaşdırma texnologiyası ilə müqayisədə, FFX formalaşdırma texnologiyası, aboru hazırlayan maşın, həmçinin aşağıdakı iki aspektdə qaynaqlanmış borunun keyfiyyətini yaxşılaşdırır: Birincisi, boru daxilində kobud formalaşdırmadan sonra boru dəyirmanı, açıq borunun kənarının əyriliyi hazır boru gövdəsinə çox yaxın olduğundan, bitirmə mərhələsində ekstruziya silindirlərinin yanlış hizalanması, hətta yüksək möhkəmlikli və qalın divarlı qaynaqlı borular üçün minimuma endirilir. İçərisində incə formalaşdıqdan sonraboru dəyirmanı, zolaq kənarının iki tərəfi mahiyyətcə paraleldir (müsbət V-formalı və ya tərs V-formalı deyil) butt birləşmələridir. Qaynaqlanmış borunun daxili və xarici səthlərində vahid buruqlar əmələ gəlir ki, bu da buruqların qırılmasına şərait yaradır. Eyni zamanda, yüksək tezlikli qaynaq maşınının qarşısında daha böyük V-şəkilli qaynaq bucağı istifadə edilə bilər, boz ləkələr kimi qaynaq qüsurlarının qarşısını effektiv şəkildə alır. İkincisi, istifadə olunan davamlı flanş formalaşdırma üsuluna görəboru dəyirmanıvə unikal rulon keçid dizaynı, zolaq polad hissəsinin hər hansı bir hissəsi kobud formalaşdırma mərhələsində yalnız maksimum bir deformasiyaya məruz qalır. Deformasiya keçidi yaxşı birləşdirilmişdir, hər hansı bir sahənin təkrar deformasiyaya uğramasının qarşısını alır və beləliklə, rulon təzyiqi səbəbindən yerli incəlmə minimuma endirilir. Buna görə də, deformasiya vahiddir, daxili gərginlik azdır və qaynaqlanmış borunun ümumi daxili keyfiyyətiboru dəyirmanıtəkmilləşdirilir.
Xülasə etmək üçün, ZTF-IV ERW boru formalaşdırma texnologiyamız aboru dəyirmanı, ənənəvi rulon formalaşdırma və çiçək rulonu formalaşdırma üsullarının bir çox üstünlüklərini özündə birləşdirərək əhəmiyyətli irəliləyiş nümayiş etdirir. ZTZG müxtəlif müəssisələr üçün çoxlu ZTF qaynaqlı boru istehsal xətləri istehsal etmişdir. Onların arasında Tangshan Wenfeng Qiyuan Steel öz daxilində dördüncü nəsil FFX avtomatik formalaşdırma istehsal xəttini layihələndirmiş və istehsal etmişdir.boru dəyirmanı, ZTZG-nin innovativ konsepsiyalarının yeni mərhələyə qədəm qoyduğunu göstərən kompüter nəzarətini özündə cəmləşdirir. ZTF(FFX) Çevik Formalaşdırma texnologiyamızdan istifadə olunurboru hazırlayan maşınlar, daxilində davamlı istifadə vasitəsilə təkmilləşdirməyə və inkişaf etməyə davam edəcəkboru dəyirmanımühit.
Göndərmə vaxtı: 04 fevral 2023-cü il




